三维柔性焊接平台的兴起引进可以说经过了10年的发展吸收。三维柔性焊接平台最初的起源是德国,德国作为世界上最早生产的国家现在依然有西格芒生产,不过进口的贵很多!我国的三维焊接平台也是学的德国,基础理论一样的!该产品广泛运用在各个制造行业。
我国装备制造业是新中国成立以后才开始起步的。到目前,三维焊接平台已发展成为规模宏大、体系完整、具有一定水平、能参与国际竞争和基本保证国民经济发展需要的成熟产业。与国际强手相比,我国装备制造业尚处于追赶先进水平的阶段,粗放发展、核心能力不足、供给不充分都在影响着产业前进的步伐。
柔性三维组合工装系统的承载能力高,刚性稳定,在1吨左右集中载荷作用下,其变形量只有0。553mm;而在均布载荷作用下,其变形量只有0。024mm。完全可以满足绝大多数的焊接及装配加工的需要。所有模块加工精度均高,工作平台定位孔的中心距公差为±0。05mm,有较高的定位精度。
夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。柔性三维组合夹具,可以为企业提高生产效率、减轻劳动强度、缩短生产准备周期和加快产品上市时间.其被广泛应用于:钢结构、各种车辆车身制造、自行车摩托车制造、工程机械、框架和箱体、压力容器、机器人焊接、钣金加工、金属家具、设备装配、工业管道(法兰)、检测系统
一、高精
随着机床加工精度的提高,为了降低定位误差,提高加工精度对夹具的制造精度要求更高,高精度夹具的定位孔距精度高达±5μm,夹具支承面的垂直度达到0。01mm/300mm,平行度高达0。01mm/500mm。
二、高效
为了提高机床的生产效率,双面、四面和多件装夹的夹具产品越来越多。为了减少工件的安装时间,各种自动定心夹紧、精密平口钳、杠杆夹紧、凸轮夹紧、气动和液压夹紧等,快速夹紧功能部件不断地推陈出新。新型的电控永磁夹具,加紧和松开工件只用1~2秒,夹具结构简化,为机床进行多工位、多面和多件加工创造了条件。
三、模块、组合
夹具元件模块化是实现组合化的基础。利用模块化设计的系列化、标准化夹具元件,快速组装成各种夹具,已成为夹具技术开发的基点。省工、省时,节材、节能,体现在各种先进夹具系统的创新之中。模块化设计为夹具的计算机辅助设计与组装打下基础,应用CAD技术,可建立元件库、典型夹具库、标准和用户使用档案库,进行夹具优化设计,为用户三维实体组装夹具。模拟仿真刀具的切削过程,既能为用户提供正确、合理的夹具与元件配套方案,又能积累使用经验,了解市场需求,不断地改进和完善夹具系统。
四、通用、经济常用的防锈底漆有油脂漆。 树脂漆。沥青漆。磷化漆等。它们的性能和应用范围各不相同。焊接平板经清理。检验合格后。通常在非加工面或全部表面上涂以防锈漆。应用时应仔细了解,在选用,在生产中焊接平板一般用人工刷漆工艺简单。经济方便适用于单件生产的铸件。
1、焊接平台的工作环境。各种防锈漆适用的工作环境是不同的。因此在选择是应了解焊接平板的工作环境。
2、底漆与上层漆不须配套。焊接平板除了上底漆之外。还要上面漆。面漆多数是在机械加工之后进行,因此应考虑底漆与面漆之间的粘合,通常同类漆料配制的底漆与面漆是配套的。具有较强的粘合力,不同类型漆料配制的底漆与面漆,可能不配套。互相不能很好粘合。因而要了解漆的性能。
3、防锈底漆的施工方法。防锈底漆各自都有自己 好的施工涂装方法。要确认本厂或车间是否具备这样的条件,
焊接平板按JB/T7974-99标准制造。产品制成筋板式和箱体式。工作面有长方形,材料HT200,工作面采用刮研工艺,工作面上可加工V形。T形。U形槽和圆孔。长孔等。焊接平板是用于工件焊接的平面基准器具,平板按装应调至水平。负荷均匀分布于各支点上。环境温度(20±5℃)使用时应避免振动。
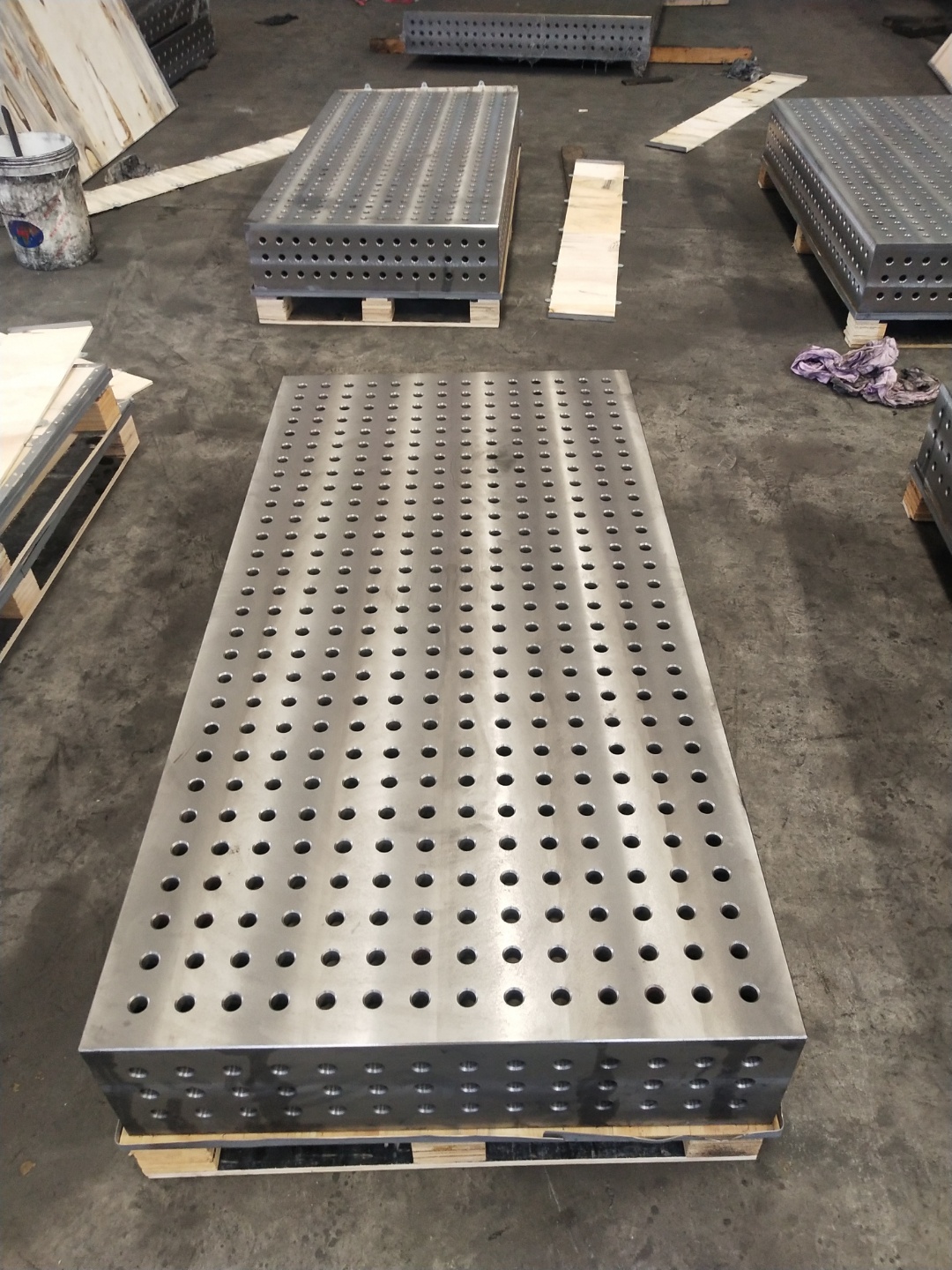
三维孔系组合柔性焊接工艺装备。
三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。
孔系:这套夹具的主要特点就是从平台到附件都是标准孔没有传统的螺纹或t型槽,配合锁销就能使装配变得 加方便,定位 。
组合:因为所有附件都是事先预制好的,可根据产品的需求任意组合及调整。
柔性:因为有上述功能整套装备可根据产品的变化而变化,一套夹具就可完成几个产品或几十个产品的需求,从而加快了产品的 、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。