 4) 夹具应具有尽可能少的元件和较高的刚度.
4) 夹具应具有尽可能少的元件和较高的刚度.
5) 夹具要尽量敞开,夹紧元件的空间位置能低则低,安装夹具不能和工步刀具轨迹发生干涉.
6) 保证在主轴的行程范围内使工件的加工内容全部完成.
7) 对于有交互工作台的加工中心,由于工作台的移动、上托、下托和旋转等动作,夹具设计必须防止夹具和机床的
空间干涉.
8) 尽量在一次装夹中完成所有的加工内容.当非要更换夹紧点时,要特别注意不能因更换夹紧点而破坏定位精度,
必要时在工艺文件中说明.
9) 夹具底面与工作台的接触,夹具的底面平面度必须保证在0.01-0.02mm以内,表面粗糙度不大于Ra3.2µm.
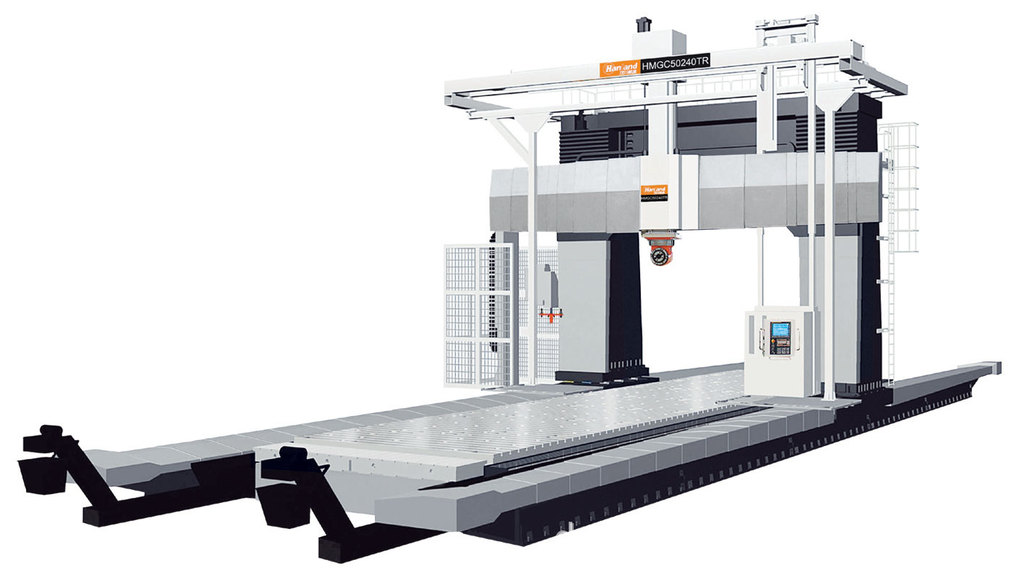
龙门加工中心应用及采购时应注意事项的详细介绍详情:由于近年来我国重工业、汽车工业的快速发展,龙门加
工中心,特别是大型龙门加工中心的需求量激增。因此,不仅进口品牌很多,而且国内的制造厂商也逐渐增多,
真是五花八门。龙门加工中心,有定梁式(横梁固定、工作台转动),动梁式(横梁上下移动、工作台前后移动
)动柱式(工作台固动,龙门架移动),桥式(工作台固定,横梁移动)也有以上复合形式的多类龙门加工中心
。加工的特性、能力、针对的产品加工用途也不完全一样。
一、从稳定性、可行性、经济性三个方面角度衡量、评价龙门加工中心成为首先。台湾生产龙门加工中心的起码
要比国内早10年,甚至更长的时间。因此,已通过逐步改进完善,提高产品的稳定性、可靠性表现很好。同时,
价格也比较便宜,事实也证明了一点,北京阿奇用亚威的龙门加工中心加工电火花机床的床身,使用10年,用户
反映还保持了出厂精度。但国内除北一、济二、武重早先生产,其余品牌基本上是近年开始研发生产,还没有足
够的事实来证明能做到以上三个方面 。二、用于重切削,从技术方面来考虑,应选用西欧产品,把技术与价格一
并考虑,西班牙尼古拉斯是首选。三、用于汽车大型钣金如塑胶模具,台湾的亚威、乔威进、乔福、协鸿,四个
品牌还可以了。每年,以上厂商都有以百计的台数为国内选用。四、用于表面光洁度高的大型模具和其他大规模
产品加工,日本品牌有明显优势。 主要有大隈、东芝新日本工机。其中前二者没作为制造机床的工作母机,或高
精度模具加工,后者用于加工高档模具、规格大的箱体结构件。五、五轴高速龙门加工中心,由于美、日对中国
的技术封锁,一般不会输出,特别是对军工企业,在我国较多的是德国、意大利、西班牙。性价比高的适合重切
削的高速五轴龙门,主要选用西班牙产品,同时台湾匠泽的高速五轴龙门加工中心也已进入大陆。六、轻质材料
加工的龙门加工中心,西曼斯是最好的选择,一般用于汽车等模型加工,具有高速五轴大规格的特点。同时,价
位也具有50万欧元左右。七、对于国产龙门加工中心,近年来,制造厂商很多,有的与国外合资合作,引进技术
,有的通过国外采购主轴性等功能部件,然后配上龙门架、工作台和床声,大部分处于研发之中,成熟度与国外
比,当然还有距离。但国产机床总要有这个过程,加上价格要便宜一些